
Uneven Die Temperature: Hot Spots and Cold Zones
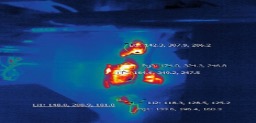
A die does not heat uniformly. Gate areas, sharp corners, and thick-walled sections absorb and retain heat differently. Without full-surface thermal visibility, operators are managing temperature from a single point, which tells an incomplete story.
Hot spots accelerate die wear and cracking. Cold zones cause premature solidification of the metal, resulting in incomplete fill, cold shuts, and surface defects. Both conditions increase scrap and reduce die life. Both are invisible without thermal imaging.
Porosity and Incomplete Fill
Porosity in die casting is rarely random. It follows thermal patterns, locations where metal cools too quickly before fill is complete, or where trapped gas cannot escape because the die temperature is out of range. When temperature is monitored only at a single point or after the shot, the window to prevent porosity has already closed.

Here is what that looks like in a die casting environment:
- Real-time die temperature distribution mapped across the full die face, not just a single measurement point
- Cycle-to-cycle thermal comparison to detect drift before it becomes a defect
- Cooling line performance validation, identify which circuits are degrading and where
- Die spray coverage verification through thermal response monitoring
- Die spray optimization for reduced cycle time and minimize spray consumption
- Part presence detection in the cavity prior to die close
- Thermal data logging for process documentation, root cause analysis, and quality validation
The result is a process that is visible, measurable, and controllable, one where engineers are making decisions from thermal data rather than downstream.