Article Summary: From Checkbox Compliance to Total Process Control
While the AIAG CQI-9 4th Edition explicitly authorizes non-contact thermography for thermal process validation, most automotive manufacturing plants fail to utilize it to its full potential. Relying on traditional, legacy contact sensors introduces unmanaged risk, leaving quality teams completely blind to dynamic, localized thermal variation.
This article establishes a clear path to closing the gap between basic compliance and advanced process optimization. By converting invisible thermal profiles into actionable operational intelligence, manufacturers can protect critical assets, automate fail-safe auditing, and achieve true scalable process control.
CQI-9 has become the backbone of thermal process validation in automotive manufacturing. It defines how systems are maintained, verified, and controlled to ensure consistent results.
But buried within the document is something that doesn’t get talked about enough:
CQI-9 explicitly recognizes the use of non-contact thermography devices.
And yet, in most plants, that capability is still underutilized.
In high-stakes industrial manufacturing, passing a quality audit shouldn’t be treated as a finish line.
Even global brands can miss the mark.
AutoNews posted on June 24, 2025, that Ford Motor Co. recalled nearly 133,000 Lincoln Aviators (model years 2020–2025) due to inadequate adhesion of the C-pillar trim and window division bars, which could detach on the road. (AutoNews.com) A non-contact thermography monitoring system would have detected the faulty adhesive application in real time.
Too often, compliance standards are handled as a routine checkbox exercise.
Yet, many manufacturers don’t want to merely maintain the status quo. They want to scale with consistent quality and reduced costs: advanced thermal process monitoring systems are getting them there.
The AIAG CQI-9 4th Edition: Non-Contact Thermography’s Missed Opportunity
Across multiple process tables in the CQI-9 4th Edition, from carburizing and aluminum heat treat to induction and hot stamping, the framework explicitly authorizes the use of advanced non-contact thermography devices for continuous process control.

In hot stamping, the mandate goes a step further, explicitly requiring operations to “Monitor part temperature in die.”
This is not a periodic, manual sampling guideline. It’s a continuous process control standard.
Yet, a walk through most modern automotive plants reveals a glaring operational mismatch.
While the standard clears a path for advanced infrared technology, many operations still default to legacy contact thermocouples, manual spot checks, and delayed offline validation.
They choose basic compliance over complete process visibility, leaving themselves completely blind to dynamic, live-line variations.
To close this gap, advanced thermal process monitoring systems convert invisible thermal profiles into actionable operational intelligence, enabling operators to see beyond superficial symptoms of process failure and point directly to the root cause.
Moving From Points of Data to Comprehensive Sight: The Infrared Advantage
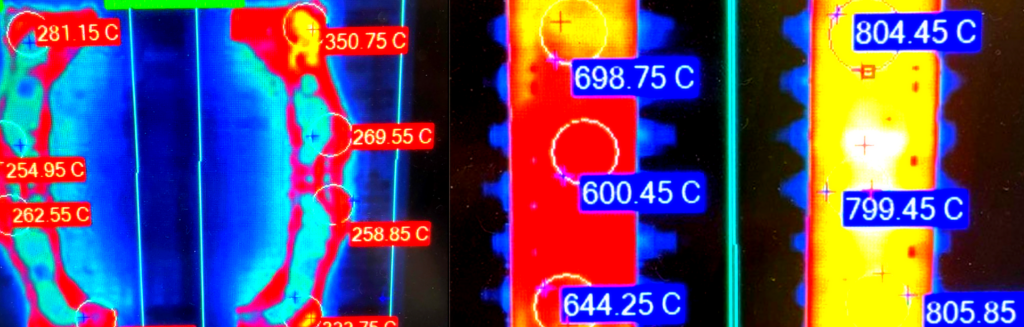
Traditional contact sensors measure a single point in space, returning a single, isolated metric. For example, if a continuous belt furnace or hot stamping die meets its macro-level target temperature at that single physical junction, the system registers a green light.
However, destructive thermal variation rarely develops uniformly. It occurs in highly localized pockets: a choked cooling channel hidden inside a die segment, uneven energy distribution across induction loops, or micro-scale draft variations across a line.
According to data from ASM International, localized thermal variation is one of the leading root causes of inconsistent material properties, even in high-speed thermal systems that fully satisfy overall macro-temperature specifications.
If your plant relies on single-point sampling, a critical part can pass every standard physical CQI-9 check while still rolling off the line with non-compliant, undetected structural defects.
Mastering CQI-9: Why Point-Sensors Fail and Thermal Imaging Prevails
Thermal cameras represent the most complete form of non-contact thermometry available today.
When critical processes demand absolute precision, relying on single-point data introduces unmanaged risk. That is why we exclusively employ FLIR® cameras, as one of the top authorized FLIR camera integrators in the US, specializing in customized, engineered-to-order solutions.
Instead of capturing a single, isolated data point, our integrated FLIR systems deliver a complete visual matrix:
- Full-Field Temperature Measurement: Eliminating blind spots across the entire component surface.
- Real-Time Thermal Monitoring: Tracking dynamic heat distribution as it happens, across the line.
- Immediate Variance Identification: Catching localized thermal anomalies before they compromise metallurgical integrity.
This dense data profile aligns perfectly with the core mandates of the AIAG CQI-9 assessment: reducing variation, improving consistency, and strengthening overall process control.
Seeing the Whole Thermal Process, Not Just Sampling It
More importantly, full-field thermal imaging fulfills an operational promise that traditional pyrometers and thermocouples simply cannot keep. A pyrometer provides a non-contact surface temperature measurement at one single point. A thermocouple tells you the temperature at a specific wire tip; it cannot tell you whether a localized airflow issue or a furnace geometry defect is creating a soft spot three inches away.
With advanced thermal data, you gain deep process visibility, allowing you to see the entire thermal profile rather than merely sampling it.
Continuous Compliance: Are Thermal Monitoring Systems “Set and Forget”?
It is a common misconception that once an advanced thermal camera system is integrated, the compliance work is done. Let’s look directly at CQI-9’s strict recommendations for calibration and system accuracy tests (SAT).
Because metallurgical properties depend on exact, repeatable thermal cycles, your monitoring system cannot afford to drift.
Maintaining confidence in compliance means treating your thermal imaging system as a dynamic asset that requires routine validation, ensuring your operational signals remain perfectly calibrated against AIAG standards year after year.
Thermal Imaging Camera Validation without Production Downtime
A historical barrier to integrating full-field non-contact thermometry has been the perceived complexity of system upkeep. CQI-9 dictates unyielding, strict calibration parameters for non-contact infrastructure:
- Frequency: Non-contact thermometry devices used for active temperature monitoring must be calibrated at least annually to ensure there is no “drift”.
- Temperature Range: Calibration must be executed strictly within the active temperature range used in the designated production process.
- Documentation: Every applied offset, bias, or instrumentation adjustment must be recorded under an established, auditable procedure.
For operations running multiple cameras across multiple production lines, packing up sensitive instrumentation and shipping it back to an outside manufacturer for testing and possible calibration is highly inefficient.
Sending cameras to the manufacturer for testing creates unnecessary technical complexity, logistical friction, and costly production downtime.
To maintain total production confidence without sacrificing throughput, Emitted Energy engineered a practical, localized solution to test whether cameras require calibration. The FLIR Camera Recertification Station and Enterprise ThermalCert™ Verification Station are mobile units available to confirm whether calibration is needed.
These units allow operators to perform blackbody verification directly on the factory floor, enabling rapid, repeatable certification checks. This provides complete confidence in compliance, protects critical assets, and ensures the system is always calibrated to the exact temperature ranges required for each specific application.
Extending the CQI-9 Standard Beyond Metal with the Thermal Realities of Adhesives
While CQI-9 explicitly governs the metallurgical properties of metals, the underlying physics of thermal variation does not stop at metallurgy.
Heat is a universal manufacturing variable. If a process relies on thermal energy to achieve structural bonding, it requires the same rigorous, automated scrutiny as an induction furnace or hot-stamping line.
For automotive assemblies, this brings a critical secondary process into sharp focus: viscosity-dependent structural adhesive dispensing.
Just as an automotive hot-stamping die demands precise analysis of temperature distribution to manage metallurgical grain structures, structural adhesive bonding depends entirely on controlling fluid temperature and its direct relationship to material viscosity.
When an adhesive bead is applied, its mechanical behavior is dictated by its thermal state. If the material or substrate temperature drops by even a small fraction, the fluid’s viscosity will spike.
This fluctuation of temperature creates a cascade of hidden inefficiencies:
- Improper Wet-Out: High-viscosity adhesive fails to flow smoothly into the substrate’s microscopic valleys, severely undermining the structural integrity of the final bond.
- Open-Time Drift & Skinning: If the open-time window shifts due to ambient factory floor temperature drift, the adhesive can skim over prematurely. This seals in micro-voids, creating joint failure points.
- Dispense Geometry Failures: Fluctuations in bead temperature distort fluid dynamics, causing uneven bead volumes that lead to structural failures in starved zones and wasteful squeeze-out in others.
By applying the strict continuous monitoring logic of CQI-9 to adhesive applications, engineers can deploy automated thermal anomaly detection along the live dispensing path.
Infrared imaging converts heat into sight, catching what would become structural adhesive flaws the exact moment they occur, long before the component undergoes destructive testing or reaches the end user.
Thermal Validation Systems that Meet and Exceed CQI-9 Compliance Standards
Emitted Energy’s proprietary Advisor Thermal Process Monitoring SystemTM (TPMS) is trusted in facilities across the globe. With the AdvisorTM TPMS, operations shift from blind sampling to comprehensive thermal characterization and heat profiling. Instead of guessing what happens between physical thermocouples and information lacking, Pyrometers, you gain real-time process visibility across the entire surface profile.
This validating data directly satisfies CQI-9’s strictest mandate: a rigorous process control review featuring automated “detection and reaction to out-of-control conditions or alarms.”
Continuous data logging and multi-point quality inspection turn temperature from a static, historical record into a live, preventative process signal that provides an early warning long before an asset failure occurs.
The Business Impact of Thermal Process Monitoring: The Difference Between Compliance and Control
When you move beyond basic data collection and harness true thermal intelligence, the business impact aligns across your entire organization.
“At Emitted Energy, we understand that thermal variables, material emissivity, and line speeds require specialized focus. We listen, plan, build, and test to deliver tailored systems that fit seamlessly into your active production workflow.
A thermal process monitoring system will deliver real ROI, we see it with every system we commission.” – Chris Lemmons, COO, Emitted Energy
ROI of a Comprehensive Thermal Process Monitoring System
- Process Optimization & Throughput Maximizes first-pass yields and keeps lines moving efficiently.
- Thermal Characterization Maps comprehensive, high-resolution heat profiles of moving parts.
- Risk Reduction Eliminates the threat of costly quality spills, the need for containment zones, and customer disruptions.
- Temperature Distribution Analysis Uncovers hidden localized variations across complex surface profiles.
- Downtime & Cost Efficiency Drastically reduces scrap material, downstream rework, and unplanned asset downtime.
- Proof-of-Concept Validation Provides precise, continuous validation data for automated, fail-safe auditing.
- Faster Troubleshooting: Provides a clear operational signal before failure, cutting down diagnostic hours to mere seconds.
- Better Audit Readiness: Automates continuous compliance logging, transforming stressful checkbox audits into absolute compliance confidence.
- Consistent Quality: Establishes scalable process control to guarantee every production run match structural specs.
Thermal camera systems provide real-time insight and understanding throughout the entire process. That’s the difference between being compliant and being in control.
CQI-9 already points manufacturing in the right direction. It acknowledges that non-contact thermography is part of modern process control.
When you’re ready to bring thermal intelligence to your manufacturing processes, you’re making an investment to improve your processes. So, how do you decide between providers?
How to Choose a Thermal Imaging Partner for Process Monitoring
The fundamental difference in vendor relationships comes down to execution and accountability.
While a typical vendor’s relationship ends with the sale, a thermal engineering partner’s work isn’t done until the system is fully proven and seamlessly supports your process.
Comparing the “Vendor Approach” to the “Engineering Partner’s Commitment”
| The Thermal Vendor Approach | Emitted Energy’s Engineering Partner Commitment |
| Treats Symptoms Focused on a sale by removing a symptom. |
Uncovers Root Causes Listens and determines the why in your specific application. |
| Out-of-the-box Friction Will sell a device that leaves your team with an unconfigured system. |
Tested Before Commissioning Custom-built, optimized, and thermal process monitoring system that is fully tested before commissioning. |
| Heavy Training Burden Requires your employees to spend time learning complex, non-optimized software interfaces. |
Plug-and-play Installation Engineered to integrate seamlessly, requiring little to no complex operator retraining, providing process insight and data for improved quality control. |
Operators don’t have time to clean, parse, and analyze raw, unconfigured data streams themselves.
As certified thermography engineers, we shift the focus entirely to delivering deep Thermal Process Intelligence straight out of the box.
By executing exhaustive in-lab proof-of-concept testing and validation prior to shipping, we reduce the weeks of trial-and-error, messy recalibrations, and extensive operator retraining that typically plague catalog hardware deployments.
You aren’t buying a development project for your internal team to figure out; you are adding an operational system engineered to deliver results from day one.
Clear Path Solutions for Unseen Thermal Challenges™
The standards for non-contact thermography set out in the CQI-9, 4th Edition, highlight the advantages of process monitoring with thermal imaging. However, bringing these solutions to the factory floor requires exceptional equipment employed with engineered solutions for each application.
True operational excellence is driven by a repeatable, logical framework: Process + Insight = Winning Outcome.
We deliver engineered-to-order thermal solutions that provide real-time process visibility, empowering you to achieve improved consistency, reduced downtime, and total operational confidence for your winning outcome.
Go beyond CQI-9 standards and managing your thermal processes in the dark. Think Thermal. Perform Better.
Book A Call Here or Contact Us and Talk with a Certified Thermal Engineer Today!